Comments Off on The Importance of Cleaning Before Disinfecting
Disinfecting surfaces to kill traces of microbes and disease is a critical concern right now. A common misconception is that simply disinfecting a surface is enough to sanitize it. This is not the case, cleaning and disinfecting are both important parts of a thorough sanitizing process.
Why do both?
Surfaces must be properly cleaned prior to disinfecting. Removing traces of dirt, debris, and dust primes surfaces and equipment for disinfection. Soils can harbor germs and bacteria. Disinfection becomes less effective if surface soils are present.
What happens if I disinfect without cleaning?
If a surface is disinfected before it is cleaned, the remaining soils can still contribute to the growth of harmful microbes and lead to further contamination. The residual soils may also serve as a barrier, preventing the disinfectant from reaching the surface and doing its job. Lingering soils on the surface may affect the active chemicals in a disinfectant, impacting their efficiency. If the surface is thoroughly cleaned first, and validated for cleanliness, the disinfection step becomes much more effective.
What are the steps for proper cleaning and disinfecting?
Comments Off on A Look Back: IPC’s Top 5 Blog Posts of 2019
2020 marks the start of a new year and a new decade. The start of a new year also provides an opportunity to reflect on what was learned over the past year. At IPC, we’re thrilled to see how the popularity of our blog has grown exponentially over the past year. Some of you liked the blog posts so much, you came back more than once! Here is a review of our most popular posts of 2019.
IPC’s 5 Most Popular Posts of 2019
1. 5 Reasons Why P-80 Is the Best O-Ring Lubricant
Remember the last time you had to install an O-ring? Maybe you were assembling new equipment or repairing a pump. Regardless of the type of equipment involved, unless you used an O-ring lubricant chances are you may have struggled with the installation….
2. Why Micro-90® is A Lab Tech’s Best Friend
Regular cleaning is one of the easiest ways to keep your equipment functioning properly. Apparatus that is not thoroughly cleaned can yield inaccurate and inconsistent results. Trace ingredients from previous use must be removed to avoid cross-contamination and to ensure that all future test results are error-free….
3. Do You Need P-80® Temporary Rubber Assembly Lubricants?
How many times have you pushed a rubber hose onto a fitting only to find it wouldn’t slide into place because the fit was just too tight? Or, how about all of those seals and O-rings that twisted or tore because it took so much force to seat them? Remember the frustration you felt after pushing a grommet into place and then watching it pop right back out?…
4. 5 Step Guide to Choosing The Right Assembly Lubricant
Rubber can be difficult to install, remove or manipulate. It’s not unusual for rubber parts to slip or break during assembly or not fit into place: an O-ring may get twisted, a heater hose may not fully insert, or a gap can appear in a waterproof seal. Improper assembly can lead to a multitude of problems including destroyed parts, invalidated warranty claims, product recalls, and worker fatigue or injury…
5. Selecting the Right Ultrasonic Cleaning Detergent for Regulated Industries
Regulated industries use ultrasonic cleaning for pharmaceutical equipment, medical devices, surgical equipment, labware, optical instruments, and dental equipment because it is highly effective at removing soil and debris before sterilization, especially on intricate or hard-to-reach parts. A detergent must be used in conjunction with ultrasonic cleaning in order to effectively remove most soils. A multipurpose cleaner is ideal because of its versatility…
We have more great content coming your way in 2020. Subscribe to the IPC blog so you don’t miss our newest posts.
Comments Off on Selecting the Right Ultrasonic Cleaning Detergent for Regulated Industries
Regulated industries use ultrasonic cleaning for pharmaceutical equipment, medical devices, surgical equipment, labware, optical instruments, and dental equipment because it is highly effective at removing soil and debris before sterilization, especially on intricate or hard-to-reach parts. A detergent must be used in conjunction with ultrasonic cleaning in order to effectively remove most soils. A multipurpose cleaner is ideal because of its versatility.
3 Things to Consider When Selecting the Right Detergent for Your Ultrasonic Cleaner
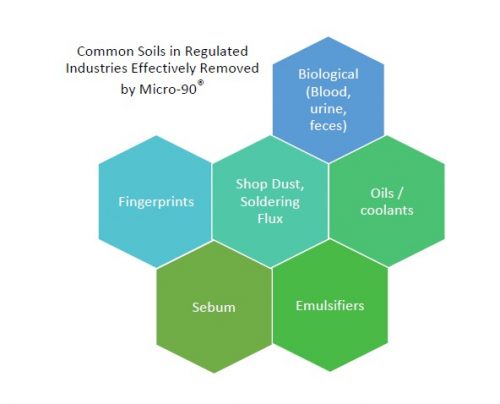
1. What are the Soils?
Understanding which soils you need to remove will guide you in choosing the right detergent. Micro-90® is an alkaline cleaner that is designed to work well on a broad spectrum of soils. It is extremely effective for removing oil, grease, wax, tar, flux, particulates, and biological debris.
Most commercial critical cleaners are effective in removing dirt, but many are also corrosive, harmful if inhaled, and environmentally hazardous. Safer cleaning detergents will be free of phosphates, solvents, silicates, phenols, and substances of very high concern.
View this video to see the effectiveness of Micro-90 in ultrasonic cleaning.
Using Micro-90 in Ultrasonic Cleaning
Micro-90 is a multipurpose, alkaline concentrate that provides superior performance in ultrasonic cleaning. The ingredients in Micro-90 penetrate tough oils and greasy films, allowing the soil to become suspended in the solution without the risk of redepositing. These properties make Micro-90 just as effective as corrosive cleaners without the health or environmental risks. Micro-90 does not contain solvents, phosphates, or heavy metals. In fact, Micro-90 removes hard metals in water that would otherwise detract from the detergency of the solution.
The ingredients in Micro-90 were chosen for easy validation in an FDA process. Reports can be provided upon request. It is also NSF registered as a USDA-A1 Cleaner. Micro-90 can be used in concentrations as low as 0.5% up to 5%, and concentration can be easily determined by conductivity. Micro-90 has a high cloud point, making it easy to see when parts are clean. When properly rinsed, Micro-90 leaves no residue.
Comments Off on Don’t Get Spooked By Rubber Assembly! Treat Yourself to P-80® Lubricants!
Rubber assembly can be scary! So many parts…all different shapes and sizes. Trying to insert them into proper position without twisting or tearing can be quite a challenge. Don’t be tricked, treat yourself to P-80® Temporary Rubber Assembly Lubricants and slide parts easily into place.
Rubber is naturally slip-resistant making it difficult to install, remove or manipulate. It’s not unusual for rubber parts to slip during assembly and not go exactly where they’re intended: an O-ring may get twisted, a heater hose may not be fully inserted, a gap can appear in a waterproof seam. Successful assembly can be tricky. Improper assembly can lead to a multitude of problems including destroyed parts, warranty claims, recalls and worker fatigue or injury.
Help prevent problems such as ill-fitting, misaligned or damaged parts, rolling O-rings, uneven cuts or worker injury by relying on temporary rubber lubricants for assembly.
What Are P-80 Temporary Assembly Lubricants?
P-80 lubricants provide temporary lubrication. Once they dry, the lubrication ceases and will not reactivate, even when wet. P-80 lubricants are environmentally friendly, non-hazardous, and non-flammable, making them safe for workers and most plastics, rubbers, and metals. Most P-80 products are biodegradable.
A thin film of lubricant applied to a part fills in any gaps, holes, or spaces between two surfaces, allowing them to slide across each other. By reducing the tension between the two surfaces, rubber parts can slide into place easily.
Achieve Closer Fits:
The force needed to install parts when a lubricant is used is greatly reduced, so engineers can design tighter fitting parts. Since the lubrication is only temporary, once dry, the parts stay in place.
Improve Product Performance:
Improper part alignment can lead to part failure and safety issues. Using lubricants is one way to ensure that mated parts are properly installed and will work as anticipated.
Increase Production Rates:
Paring the optimal lubricant with the right application technique speeds up production. An increase in lubricity, even by small amounts, is greatly appreciated by line operators required to maintain strict cycle times.
Help to Avoid Worker Injuries:
Assembly lubricants ease the installation process of many parts. Workers can more easily push parts into place, reducing the amount of musculoskeletal, slippage, and repetitive stress related injuries that can be caused by using too much force to insert a rubber part.
Comments Off on 5 Step Guide to Choosing The Right Assembly Lubricant
Rubber can be difficult to install, remove or manipulate. It’s not unusual for rubber parts to slip or break during assembly or not fit into place: an O-ring may get twisted, a heater hose may not fully insert, or a gap can appear in a waterproof seal. Improper assembly can lead to a multitude of problems including destroyed parts, invalidated warranty claims, product recalls, and worker fatigue or injury.
Coating rubber parts with a lubricant before assembly helps avoid some of these problems. For convenience, workers often reach for substances that are already present on the manufacturing floor like soap and water, alcohol, gasoline, motor oil, petroleum jelly, or silicone spray. While these products do provide lubrication, they may also introduce health and safety risks, functionality issues, and damage rubber parts.
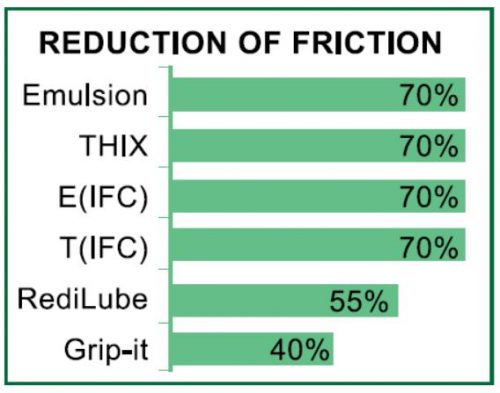
Sometimes you need a lot of lubrication, sometimes just a bit. Different lubricants will reduce friction by varying amounts depending upon their chemistry. Find a formula that is right for your application.
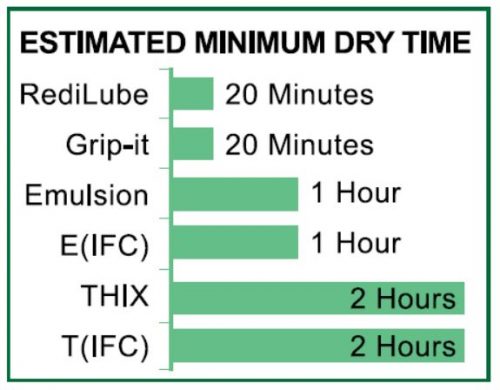
2. Dry Time
Some temporary lubricants dry quickly while others take longer to fully dry.
Quick-drying lubricants are frequently used in assembly applications in which the parts undergo pressure testing or movement shortly after assembly. In these cases, it’s important to have the part firmly in place before the next step in the assembly process.
Other assembly applications may take longer, or the parts may need to be manipulated a few times before the assembly is complete. In these instances, you may benefit from a slower drying temporary lubricant.
Yet, in other assembly operations, achieving maximum lubrication may be the primary goal and the dry time of the lubricant is less important. This often occurs with extremely tight-fitting parts.
The dry time of temporary assembly lubricants can be altered by adjusting the amount applied, the method of application, part tolerance, material porosity, and the environment.
3. Compatibility
It’s important to check the compatibility of any chemicals that will come in contact with your parts and equipment. What types of surfaces are they made of? Ask the lubricant manufacturer if their product is compatible with the specific type of rubber, metal and/or plastic found in your parts and equipment.
Lubricants will be absorbed more quickly by porous rubbers, like Buna-N and EPDM, than by plastics and coated rubbers. You may want to choose a quicker drying formula for less porous surfaces.
Avoid using lubricants that can cause rubber parts to swell or dry out, like alcohol or petroleum-based products. Look for a product that is compatible with the parts it will come in contact with.
4. Application Method
What type of application method will work best for your unique process? Common methods of application include dunking and dipping parts, using brushes, sponges and sprays, and using automated solutions. Make sure the lubricant you choose will work well with the best application method for your unique situation.
5. Safety
Consider the environmental impact of any lubricants you are using. Look for products that are non-hazardous and non-flammable, making them safe for workers and the environment. Many companies are moving toward biodegradable assembly lubricants.
Choose an assembly lubricant that will work well, yet meet all of your safety requirements and federal regulations.
The Manufacturer Matters
When you select a temporary rubber assembly lubricant you should be equally as concerned with the support provided by the manufacturer as you are with the product performance. An experienced and knowledgeable manufacturer can offer technical guidance and provide the best product to meet your needs. At International Products Corporation, we are committed to assisting customers by providing compatibility studies, toxicology reports, regulatory compliance, free product samples, and technical support.
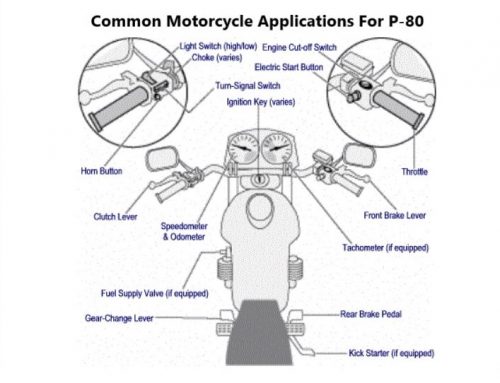
Comments Off on Vroom…Motorcycle Assembly Just Got Easier
Motorcycles and power sports vehicles are full of rubber parts. Assembling these parts can be an arduous task. If you have ever struggled with installing bushings, hoses, engine oil seals, handle grips or footrests, you know firsthand just how difficult it can be to install these rubber parts.
Rubber is naturally slip resistant, making it difficult to work with. Trying to install, remove or manipulate tight fitting rubber components can be a real challenge. Parts that are improperly aligned or installed may result in performance or safety issues. Using a temporary assembly lubricant makes rubber installation easier and helps avoid these types of problems.
P-80® Temporary Rubber Assembly Lubricants decrease the force needed to install rubber parts, enabling them to slide easily into place. Once dry, P-80 stops lubricating and parts remain in place, resulting in a tight fit.
P-80 is used by many motorcycle manufacturers, suppliers and repair shops to ease the force needed to install rubber parts such as bushings, hoses, O-rings, belts, gaskets and grips.
P-80 lubricants are water-based and do not contain alcohol or petroleum distillates, so they will not cause rubber to swell, dry out or harden. P-80 does not contain silicon or other persistent ingredients, so once dry the slipping action goes away resulting in a tight fit. P-80 lubricants do not contain hazardous ingredients, making them safe for workers and the environment; most are biodegradable.
A thin film of lubricant applied to a part fills in any gaps, holes, or spaces between two separate surfaces, allowing them to slide across each other. By reducing the friction between the two surfaces, rubber parts slide into place easily.
Achieve Closer Fits
The force needed to install parts when a lubricant is used is greatly reduced, so engineers can design lower tolerance parts. Since the lubrication is only temporary, once dry, the parts stay in place resulting in a tight fit.
Improve Product Performance and Reduce Failures
Improper part alignment can lead to part failure and safety issues. Using lubricants is one way to ensure that mated parts are properly installed and will work as anticipated.
Increase Production Rates and Accelerate Assembly Processes
Pairing the optimal lubricant with the right application technique speeds up production. An increase in lubricity, even by small amounts, is greatly appreciated by line operators required to maintain strict cycle times.
Help Avoid Injuries
Assembly lubricants ease the installation process of many parts. Workers can more easily push parts into place, reducing the amount of musculoskeletal, slippage, and repetitive stress related injuries that can be caused by using too much force to insert a rubber part.
The next time you’re having trouble installing suspension bushings, pushing a hose into place or installing handle grips try using P-80 and see how much easier the job becomes. Temporary lubricants are ideal for motorcycle assembly and repair because they reduce friction without damaging parts.
Want to try P-80 for your motorcycle and power sports vehicle assembly or repair needs?Request a free sample.
Contact our technical team to help you find the best solution for your assembly needs.
Comments Off on 5 Reasons Why P-80 Is the Best O-Ring Lubricant
Remember the last time you had to install an O-ring? Maybe you were assembling new equipment or repairing a pump. Regardless of the type of equipment involved, unless you used an O-ring lubricant chances are you may have struggled with the installation.Common O-ring installation problems include tearing, twisting, turning, pinching and overstretching. Incorrectly installed O-rings may cause leaks which can damage parts and equipment. O-rings that are properly installed can prevent leaks and increase part life.
Avoid Problems By Using An O-Ring Lubricant
Using O-ring lubricants during installation helps avoid these problems. Applying a thin film of lubricant to an O-ring will help it slide into place easily.
Advantages of Using O-ring Lubricants:
Reduce force needed for installation
Accelerate assembly processes
Achieve closer fits by helping to properly seat the O-ring
Aid automated assemblies
Improve product performance and reduce failures
Increase production rates
Help avoid worker injuries
Types of O-Ring Lubricants:
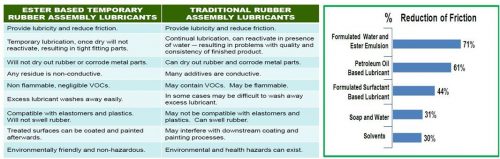
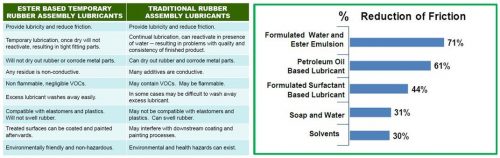
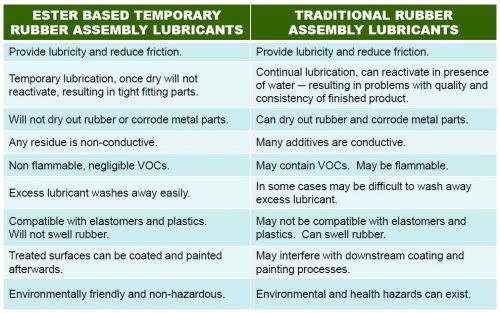
Common O-ring lubricants include soap and water, petroleum distillates, solvents and ester-based products. While all will provide lubrication to help install O-rings, some of these choices may cause damage to the rubber or present safety concerns.
Petroleum-based products can cause rubber to swell or dry out. Solvents provide poor lubrication, contain high VOCs, may be flammable, and pose possible health risks. Soap and water, while safe, provide inconsistent, nominal lubrication and may reactivate when wet causing problems after assembly.
Ester-based lubricants provide excellent reduction in friction, offer temporary lubrication, and are safe for both workers and the environment.
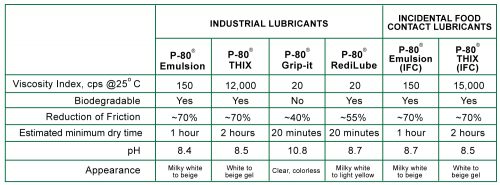
Here is a comparison of some common lubricant choices:
5 Reasons Why P-80 Is the Best O-Ring Lubricant
P-80 Temporary Assembly Lubricants are the ideal choice for installing O-rings.
Reduce Installation Force:
Applying a thin film of P-80 to O-rings reduces the force needed for installation, allowing them to slide easily into place.
Reduce Part Damage:
Without proper lubrication, O-rings can tear or twist during installation leading to improper part alignment. Misaligned parts can result in part failure or safety issues. O-rings are less likely to get damaged while using P-80 lubricants. Additionally, P-80 lubricants do not contain any petroleum so they won’t cause O-rings to swell or dry out.
Speed Up Production:
Applying P-80 lubricants to O-rings makes them slippery, so they can easily slide into place. After the P-80 dries, the lubricity goes away and the O-rings maintain a tight fit. The assembly process becomes more productive because it is easier and quicker.
Reduce Worker Injuries:
P-80 lubricants reduce the insertion force needed to install O-rings making it easier for workers to push O-rings into place. The occurrence of musculoskeletal, slippage and repetitive stress related injuries that can be caused by using too much force during installation is reduced.
Protect The Environment:
P-80 lubricants are environmentally friendly, non-hazardous, and non-flammable, making them safe for workers and most plastics, rubbers, and metals. In fact, most P-80 products are biodegradable.
In the first video, the force needed to install an O-ring without using P-80 is 447.1 Newtons. P-80 is used in the second video to install the same O-ring. The force needed to install the O-ring with P-80 is 43.4 Newtons.
O-ring installation without lubrication:
O-ring installation using P-80:
The results are dramatic. In this example, P-80 reduced the force needed to install the O-ring by 403.7 Newtons.
Installing O-rings doesn’t have to be a struggle. Use a temporary assembly lubricant to aid the process and protect the part.
Have an O-ring you need to install? Request a free sample for testing!
Comments Off on International Products Corporation And The US Department Of Commerce Strategize For International Sales Growth
International Products Corporation (IPC) helps businesses worldwide ease assembly operations and keep facilities and equipment clean.
Who is IPC?
IPC is a specialty chemical company that manufactures safe, water-based, temporary rubber assembly lubricants and precision cleaners.
P-80® temporary rubber assembly lubricants are designed to decrease the installation force needed to assemble rubber parts, improving worker safety and plant productivity.
IPC’s full line of precision cleaning products includes biodegradable, alkaline, acidic, neutral, and enzymatic products used in a broad range of industries and applications.
Key industries for both product lines include automotive, aerospace, appliance, pharmaceutical, food & beverage, medical device, pump, laboratory, manufacturing, membrane cleaning and wastewater.
Where Is IPC?
IPC’s head office and ISO: 9001 manufacturing facility are located in Burlington, NJ. All of IPC’s products are made in the USA.
In 1984, IPC opened a subsidiary in the United Kingdom to serve the European market.
Additionally, IPC has a network of foreign distributors to accommodate customers in many parts of the world.
So yes, international isn’t just a part of our name…IPC is truly an international company.
US Department Of Commerce Assists IPC For Further Global Growth
IPC is one of more than 100 American businesses traveling to India as part of the U.S. Department of Commerce’s largest annual trade mission program, Trade Winds.
This year’s Trade Winds’ focus is the Indo-Pacific region. The mission encourages U.S. based businesses to explore opportunities and develop strong business ties to India and other countries throughout the region.
Trade Winds Indo-Pacific features a three-day business forum in New Delhi, India with optional trade mission stops in Ahmedabad, Chennai, Kolkata, Mumbai, Bengaluru, Hyderabad, Bangladesh and Sri Lanka. At each mission stop, attending companies will meet directly with government leaders, market experts, and pre-vetted potential business partners.
IPC’s President, Kathy Wyrofsky, is “looking forward to connecting with prospects and customers with the support and assistance of the Trade Specialists at Tradewinds 2019”. While IPC already has a presence in the region, Kathy is excited about joining this mission to create additional longstanding relationships with partners and companies in the region.
What is Tradewinds?
Trade Winds is the largest annual US Department of Commerce led trade mission. Since 2008, Trade Winds has delivered tangible bottom-line results in demanding markets all over the world. Now in its 11th year, Trade Winds has directly supported more than $3.4 billion in U.S. exports in over 40 countries. To date, Trade Winds has helped U.S. businesses conduct over 4,000 pre-vetted business-to-business meetings and over 6,000 government-to-business meetings around the world.
Contact our product specialists to learn how IPC’s P-80 Temporary Rubber Assembly Lubricants and Specialty Cleaners can benefit your manufacturing facility. Whether you’re located right in our backyard or on another continent, IPC can help!
Comments Off on Do You Need P-80® Temporary Rubber Assembly Lubricants?
Have You Ever Struggled With Rubber Assembly?
How many times have you pushed a rubber hose onto a fitting only to find it wouldn’t slide into place because the fit was just too tight? Or, how about all of those seals and O-rings that twisted or tore because it took so much force to seat them? Remember the frustration you felt after pushing a grommet into place and then watching it pop right back out?
If so, you’ve probably experienced for yourself the excessive force needed to properly install hoses, seals, gaskets, O-rings and many other rubber parts. These tasks can be very frustrating and can often require considerable physical effort and time.
Rubber materials are inherently difficult to install, remove, or otherwise manipulate – even when wet. The slip-resistant nature of rubber creates a challenge during the assembly and repair of rubber parts. Since these parts play such an integral role in product function and design, it’s important to assemble them properly to avoid future problems with product performance.
If so, P-80® Temporary Rubber Assembly Lubricants may be the answer. When applied to rubber parts, P-80 lubricants reduce friction during assembly to make installation easier. Once dry the slipping action goes away and parts stay in place.
A thin film of lubricant applied to a part fills in any gaps, holes, or spaces between two separate surfaces, allowing them to slide across each other. By reducing the tension between the two surfaces, rubber parts can slide into place easily.
Achieve Closer Fits:
The force needed to install parts when a lubricant is used is greatly reduced, so engineers can design lower tolerance parts. Since the lubrication is only temporary, once dry, the parts stay in place resulting in a tight fit.
Improve Product Performance:
Improper part alignment can lead to part failure and safety issues. Using lubricants is one way to ensure that mated parts are properly installed and will work as anticipated.
Increase Production Rates:
Pairing the optimal lubricant with the right application technique speeds up production. An increase in lubricity, even by small amounts, is greatly appreciated by line operators required to maintain strict cycle times.
Help to Avoid Worker Injuries:
Assembly lubricants ease the installation process of many parts. Workers can more easily push parts into place, reducing the amount of musculoskeletal, slippage, and repetitive stress related injuries that can be caused by using too much force to insert a rubber part.
P-80 lubricants are temporary assembly lubricants, once dry the lubrication ceases and will not reactivate, even when wet. Additionally, P-80 lubricants are environmentally friendly, non-hazardous, and non-flammable, making them safe for workers and most plastics, rubbers, and metals. In fact, most P-80 products are biodegradable.
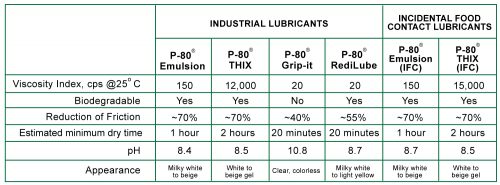
Since each assembly application is unique, IPC has developed different P-80 formulas so workers can choose the product that will work best for their particular application. P-80 is available in four ready-to-use industrial formulas, as well as two special formulas that are registered with the NSF as H1 lubricants approved for incidental food contact applications.
Many jobs can benefit from the reduced friction and increased safety provided by P-80 Temporary Rubber Assembly Lubricants. Use P-80 the next time you’re having trouble replacing pump seals, installing bushings, assembling O-rings, or pushing hoses onto fittings and you’ll discover for yourself how much easier assembly can be.
Any time you encounter rubber parts…P-80 can help!
Want to try P-80 lubricants for your challenging rubber assembly applications? Request a free sample today!
Comments Off on What Is The Shelf Life Of My Assembly Lubricant? (And, Why It Matters)
Remember that temporary assembly lubricant that’s been in your cabinet for years? How do you know if it’s still effective and safe to use? These things are good forever, right?
Absolutely not! Chemical products do indeed have a shelf life. Paying attention to expiration dates helps ensure you are using products at their peak performance levels for optimal results.
What Is Shelf Life?
The shelf life of a product is defined as the “length of time that a commodity may be stored without becoming unfit for use, consumption, or sale.” (https://en.m.wikipedia.org/wiki/Shelf_life). It’s important to note that manufacturers determine the shelf life of a product based upon expectations of normal use and storage. Failure to follow recommended guidelines can limit the expected shelf life of any product.
How Is Shelf Life Determined?
While each product and each manufacturer is unique, shelf life is generally determined by assessing product stability under normal conditions over an extended period of time. Are the active ingredients still effective or have they deteriorated? Chemical composition and anticipated environmental factors both have a role in determining a product’s shelf life.
Product quality can be assessed by determining the concentration of key ingredients. Once the active ingredients of a product begin to degrade, product strength may be diminished.
Environmental factors include temperature, moisture and exposure to air. External contaminants or stresses can also affect product quality.
All of IPC’s products are stamped with a six-digit lot number that signifies the date of manufacture (YY/MM/DD). For example, a lot number of 190301 signifies that the product was manufactured on March 1, 2019. The product expiration date is stamped directly below the lot number.
How Does IPC Calculate Shelf Life?
The shelf life of IPC’s products is determined by observation and testing. Part of the manufacturing process includes retaining a sample of each lot number produced for quality control.
To determine the shelf life of its P-80 Temporary Assembly Lubricants, IPC tests for changes in pH and viscosity. IPC also observes the product for any changes in appearance or separation.
What Other Factors Affect Shelf Life?
The manner in which products are handled by the end user may also influence shelf life. It’s always a good idea to follow the manufacturer’s recommendations for storage and handling. Follow these steps to maintain product quality and get the most out of your lubricant:
Store at recommended temperatures
Properly close containers between use – do not leave bottles uncapped
Do not mix with other chemicals
Use clean tools to avoid introducing contaminants
Do not dilute
Follow manufacturer’s instructions for use
What Happens If I Use My Temporary Assembly Lubricant After The Expiration Date?
Using products beyond their expected expiration date is not recommended. After the expiration date your lubricant may no longer offer the same amount of lubricity which can have an impact on your entire assembly process. If you have questions about whether or not it’s okay to use your product, contact the manufacturer for assistance.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok









 Common O-ring installation problems include tearing, twisting, turning, pinching and overstretching. Incorrectly installed O-rings may cause leaks which can damage parts and equipment. O-rings that are properly installed can prevent leaks and increase part life.
Common O-ring installation problems include tearing, twisting, turning, pinching and overstretching. Incorrectly installed O-rings may cause leaks which can damage parts and equipment. O-rings that are properly installed can prevent leaks and increase part life.